

Scheibennuter sind eine tolle Sache, wenn es darum geht schmale Nuten zu fräsen. Noch dazu, wenn diese Nut in einer Kante sein soll. Solche Anwendungen hat man sehr oft, beispielsweise bei Nuten für Schubladenböden oder Schrankrückwände.
Wollte man mit einem herkömmlichen Schaftfräser eine schmale Nut mit z.B. nur einer Breite von 4mm in eine Brettkante fräsen, wäre das nicht ganz so einfach. Solch dünne Fräser gibt es nur mit kurzen Nutzlängen, da lange und zeitgleich dünne Fräser schnell brechen. Der Schnittdruck ist sehr hoch, man muss also auch bei einem kurzen Fräser in mehreren Schritten fräsen. Selbst mit einem Spiralnutfräser sind solche dünnen Nuten oft problematisch zu fräsen. Abhilfe schaffen hier die eben erwähnten Scheibennutfräser.

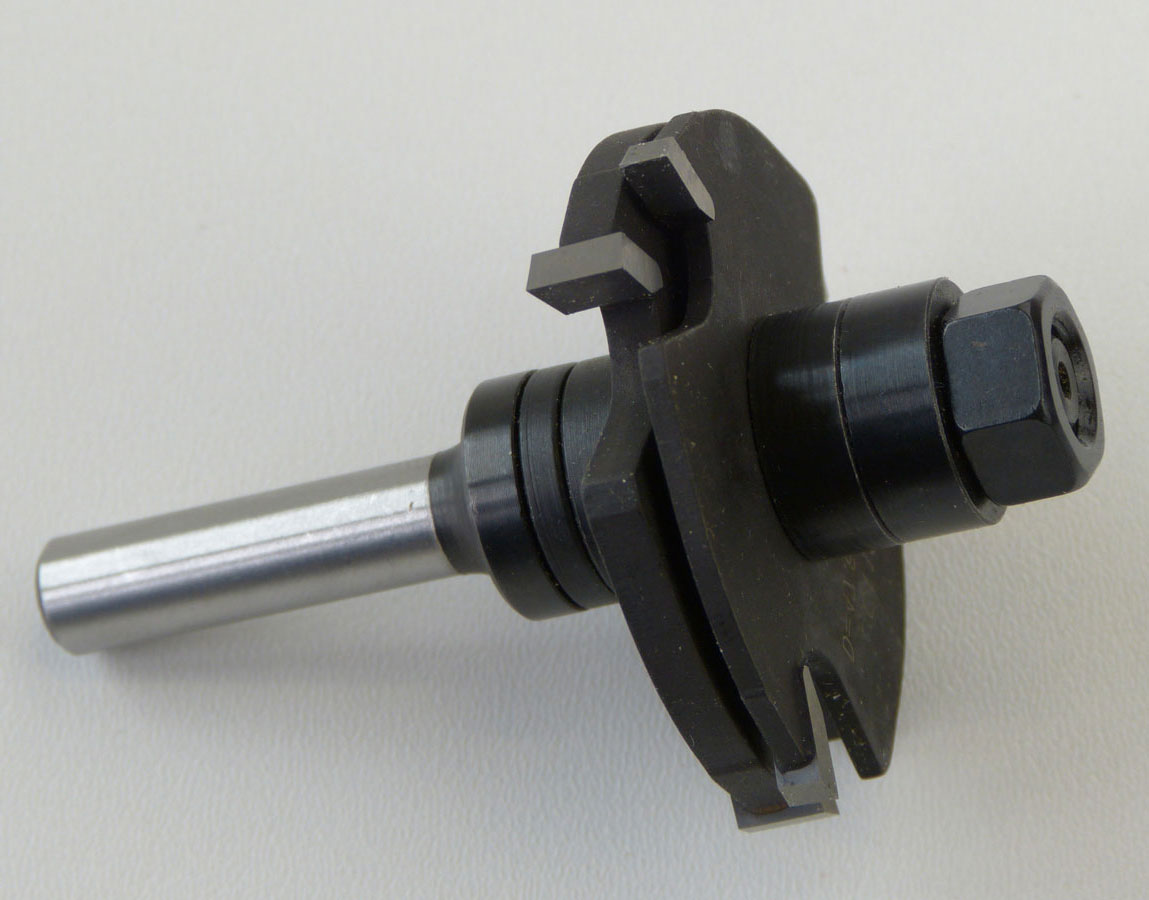
Ein Scheibennutfräser sieht einem Sägeblatt sehr ähnlich. Der eigentliche Fräser sitzt auf einem Fräsdorn und wird entweder mittels einer Mutter oder einer Senkschraube darauf befestigt. Je nach Ausführung ist unter dem eigentlichen Fräser noch ein Anlaufkugellager angebracht, sodass auch geschweifte Werkstücke bearbeitet werden können. Viele Hersteller haben solche Nutfräser im Sortiment. Für jede Nutbreite gibt es dann einen eigenen Fräser. Breite Nuten oder Nuten mit ungeraden Maßen muss man dann in mehreren Arbeitsschritten fräsen, da diese fertig konfektionierten Fräser nur in runden Maßen zu bekommen sind.
Es gibt aber auch Systeme, bei denen man sich seine Fräser ganz nach Bedarf aus einzelnen Komponenten immer wieder neu zusammensetzen kann. Damit sind dann ganz unterschiedliche Nutbreiten in 0,1mm Abstufungen möglich. Das ist nicht nur flexibler in der Anwendung, sondern unterm Strich sogar preisgünstiger als vorkonfektionierte Fräser.

Inzwischen bieten mehrere Hersteller solche Frässysteme an.Das Grundprinzip zeige ich hier am Beispiel von Fräsern der Marke „Sistemi Klein“, die damit auch die ersten auf dem deutschen Markt waren.
Der Unterschied zu den herkömmlichen Scheibennnutern ist der, dass man sich den jeweils benötigten Fräser aus mehreren Komponenten zusammenstellen kann. Es gibt einen Schaft, verschiedene Nuter, Anlaufkugellager mit unterschiedlichen Durchmessern, sowie Distanzscheiben in vielen verschiedenen Dicken. Der Schaft ist lang genug, um auch mehrere Nutscheiben übereinander aufspannen zu können. So kann man nicht nur Nuten, sondern auch Federn fräsen. Natürlich können Nutfräser verschiedenster Breiten kombiniert werden.
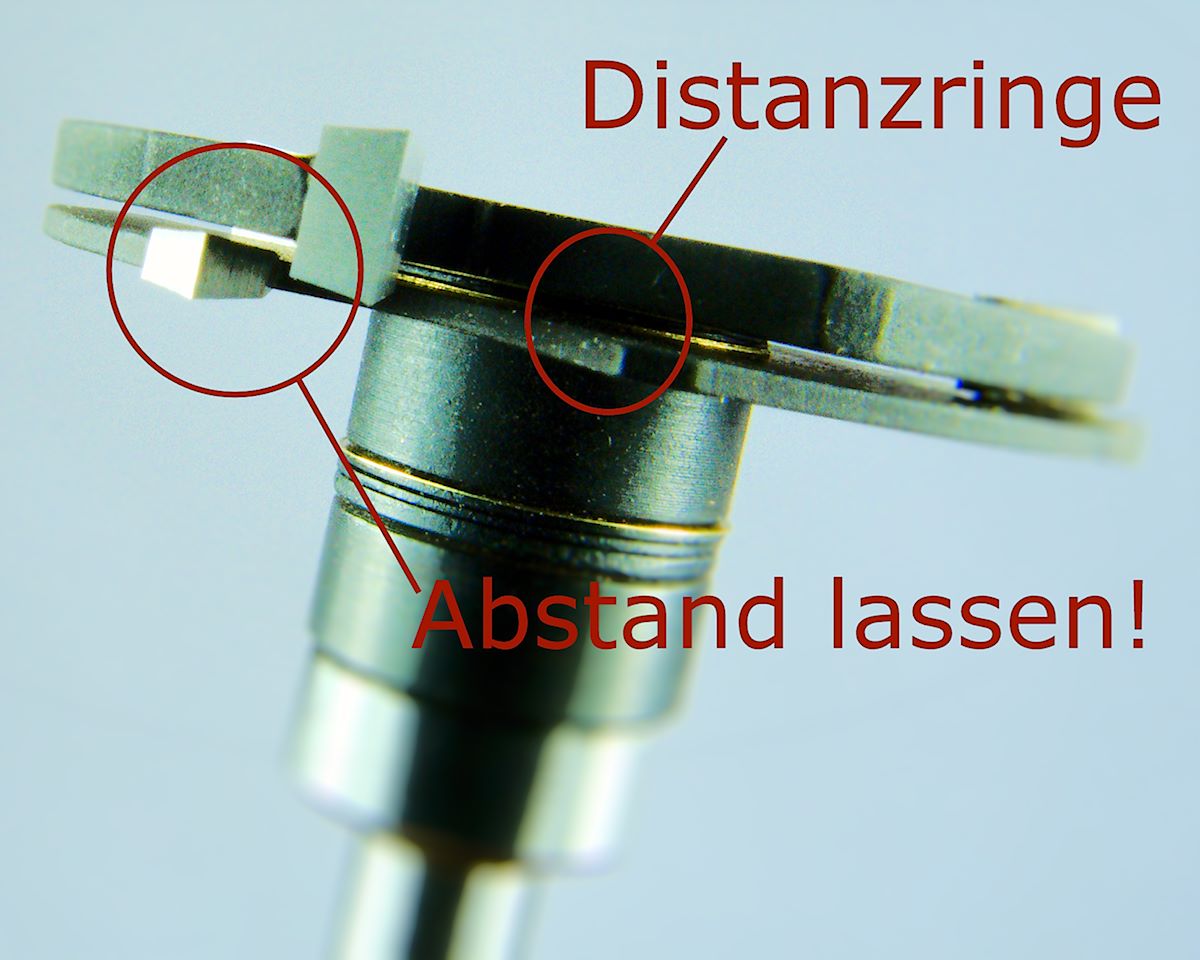
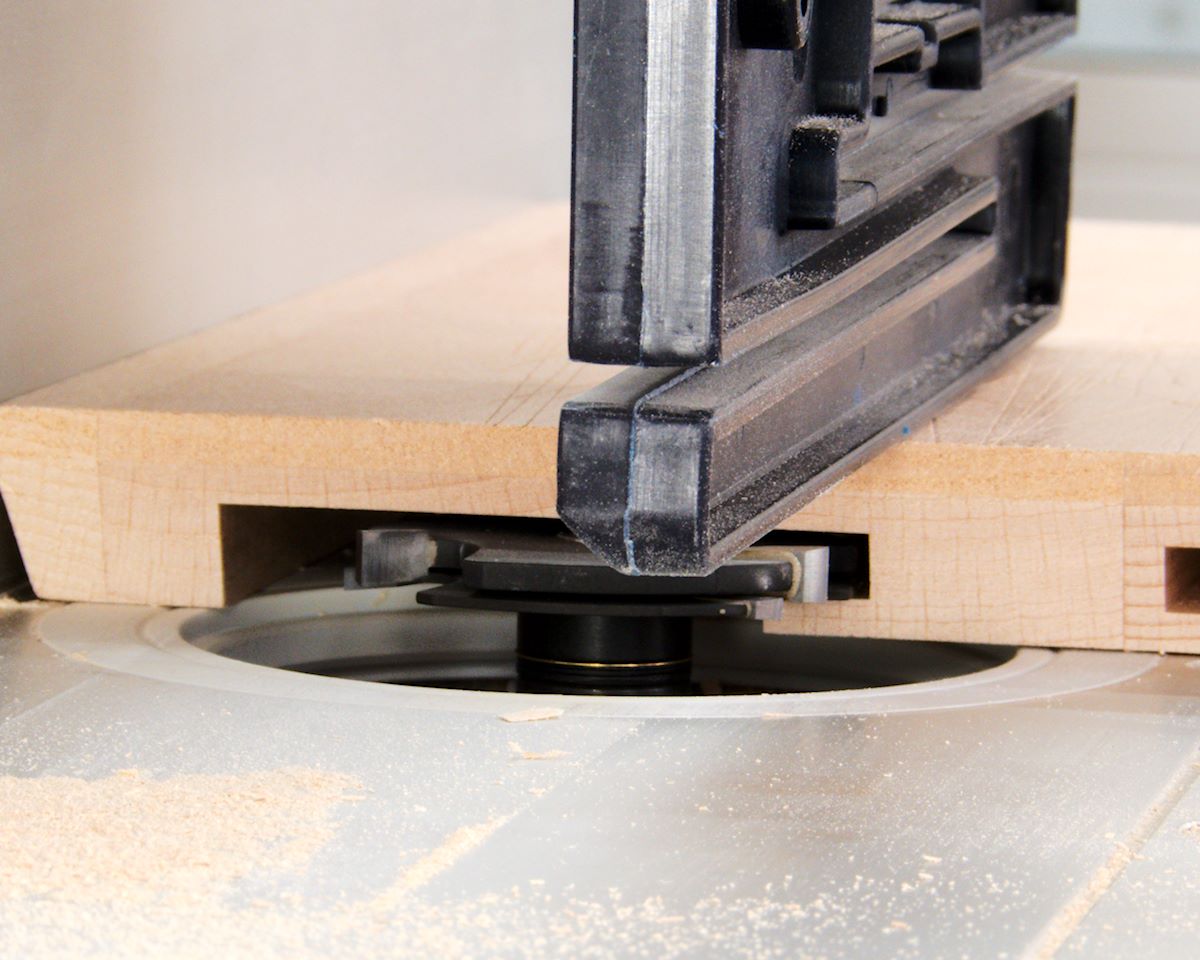
Dadurch, dass es die Nutfräser auch in Breiten mit z.B 1,6mm oder 3,2mm gibt, können durch Übereinander setzen verschiedener Fräser nahezu beliebige Nutbreiten in einem Arbeitsgang gefräst werden. Das nebenstehende Bild zeigt beispielsweise eine Kombination aus einem 6mm und einem 3,2mm Nuter. Mittels Zwischenringen wurde die Nutbreite auf 8,4mm eingestellt.
Ein weiterer Vorteil dieser Fräser sind die drei Schneiden. Das ergibt ein sehr sauberes Fräsbild. Es gibt auch Scheibennuter mit vier Schneiden. Der Unterschied ist in der Praxis jedoch kaum zu bemerken. Ganz im Gegensatz zum Schritt von zwei auf drei Schneiden. Auch der Durchmesser ist mit 47,6mm größer, als bei vielen anderen Fräsern. Das ermöglicht nicht nur tiefere Nuten, sondern auch höhere Schnittgeschwindigkeiten, die dann zu saubereren Fräsungen als mit kleineren Durchmessern führen.
{kind=link}
{kind=link}

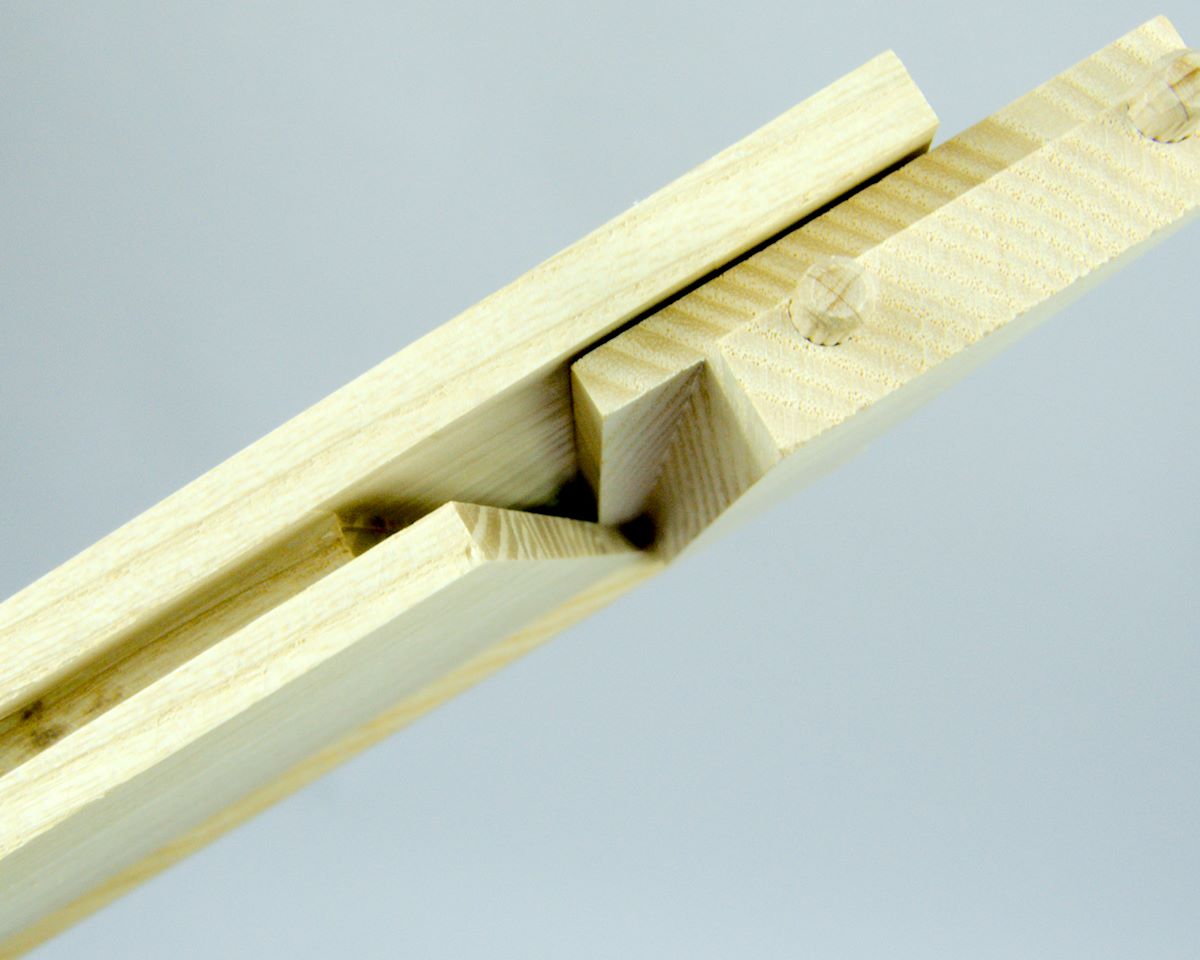
Mit zwei Schäften, einigen unterschiedlichen und gleichen Nutscheiben und zwei bis drei Sätzen Zwischenringen hat man ein Frässystem, das viele Anwendungen ermöglicht. Beispielsweise Fräsungen für Rahmen-Füllungs-Konstruktionen.
So könnte man erst eine Nut mit einer Breite von 6,4mm fräsen. Dort passt dann genau eine Multiplexplatte mit einer Nennstärke von 6,5mm hinein. Diese Platten haben meist eine Stärke von 6,3 – 6,4mm. Der zweite Fräser wird so zusammengesetzt, dass er eine Feder fräst. Der Abstand wird durch Einlegen bzw. Herausnehmen von Zwischenringen eingestellt. Ganz ohne Probefräsungen wird das nicht gehen.
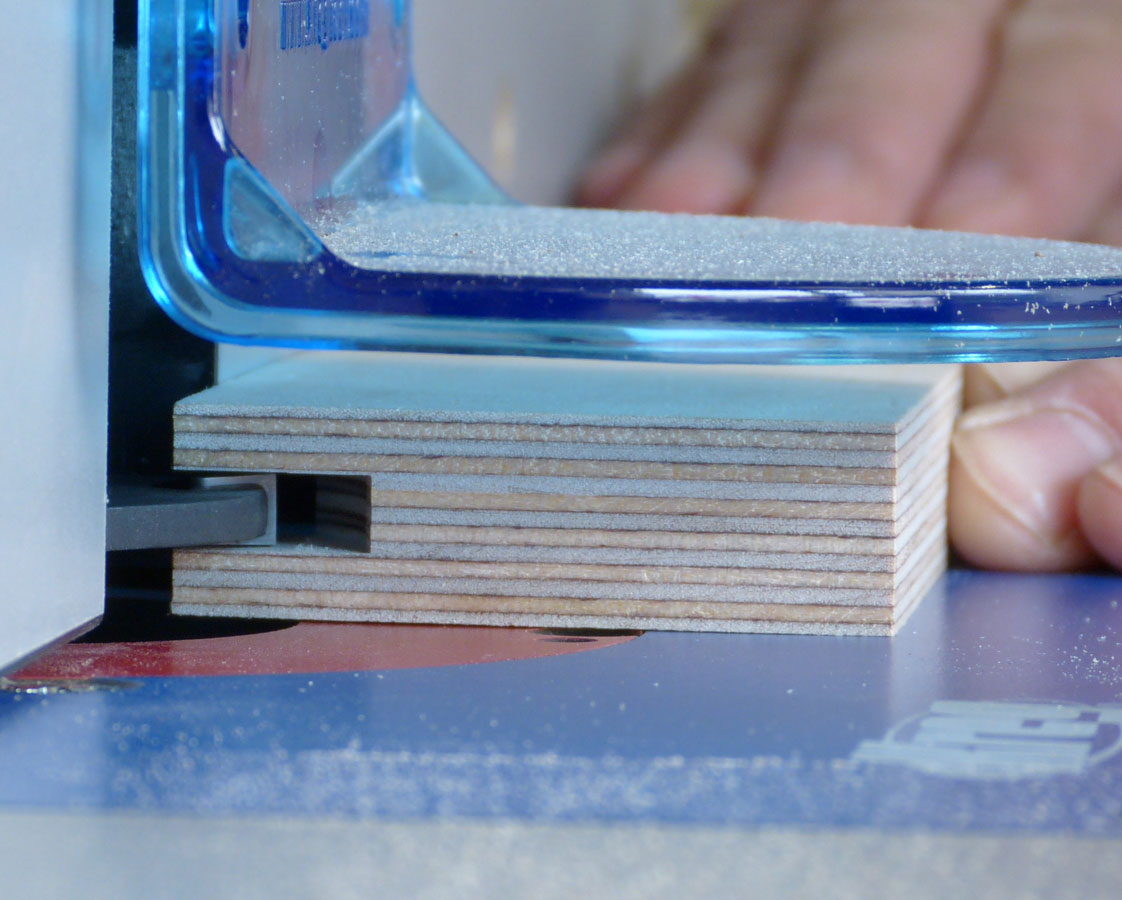
Damit die Rahmenteile später genau bündig sind, muss die Höhe des Fräsers auch sehr genau eingestellt werden. Das nebenstehende Bild zeigt das Fräsen der Rahmenenden mit einer kleinen Fräslade, auf dem das zu fräsende Teil aufliegt.
Beim Einsatz von zwei Fräsern muss die verwendete Fräse über ausreichend Leistung verfügen. Weniger als 1.400 Watt sollten es nicht sein, besser 2.000 Watt.

So gut die Fräser auch sind, ihr solltet bei ihrem Einsatz berücksichtigen, dass sie auch einen nicht unerheblichen Nachteil haben. Sie ziehen beim Fräsen die Holzfasern aus dem Holz heraus. Bei schwierigem Holz und stumpfen Fräser kann das zu sichtbaren Ausrissen führen. Diese lassen sich aber fast komplett vermeiden, wenn die Fräsung vorher mit einem Streichmaß mit Schneidrad vorgeritzt wird.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}